
執筆者関連書籍「医薬品製造におけるモノづくりの原点と工場管理の実践」
BSCとKPIマネジメント(9)
今回紹介します設備生産性に関するKPIは、生産性(コスト)と技術レベルの評価に用いられる指標です。
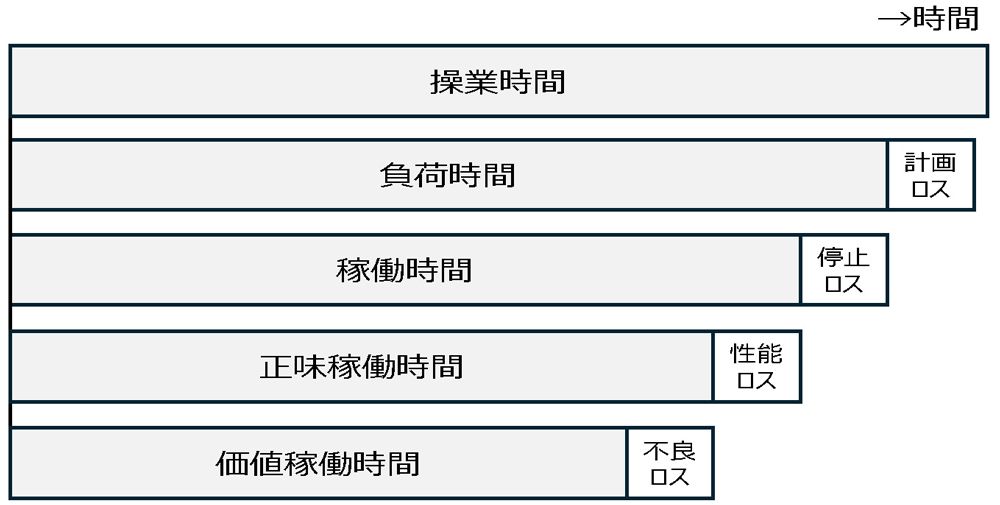
設備生産性は、設備の長時間安定稼働や設備の活用効率を上げて、所定の時間内で、必要以上の生産数量が得られることを意味します。設備が稼働している時間には、図1に示したような4つのロス時間を段階的に差し引いた時間があり、それぞれに名称が付けられていますが、その時間を使って稼働率の評価を行います。まず最初に、「操業時間」から休日など計画停止時間と切替時間や休憩時間など「計画ロス」を引いた理論的に稼働可能な時間を「負荷時間」と言います。更に、「負荷時間」から設備が停止することで生まれる「停止ロス」を引くと、実際に設備が稼働している「稼働時間」になります。「停止ロス」には、故障で停止している時間の他、次の製品を製造するための切替・調整する時間や設備が安定して製造できるまでの立ち上がりのロス時間などが含まれます。次に、「稼働時間」は、設備は稼働しているものの、チョコ停(ちょっとした問題の発生から、わずかな時間設備が停止してしまうこと)や生産速度を落として運転しているために発生する時間ロスなどの「性能ロス」によって、実際に稼働している正味の時間である「正味稼働時間」まで減少します。尚、「性能ロス」はその意味するところから「速度ロス」とも言います。
最後に、「正味稼働時間」から不良が発生しているロス時間の「不良ロス」を引くと、実際に良品を生み出している「価値稼働時間」となります。「価値稼働時間」は、「正味稼働時間」に良品収率を乗じた時間となります。
以上、これらの時間を使って分析することにより得られる性能稼働率やOEE、TEEPなどのKPIを用いて設備の生産性を評価します。
(1)性能稼働率
性能稼働率とは、設備の「稼働時間」に対して、その設備が実際に稼働している時間である「正味稼働時間」の割合を示した指標です。性能稼働率は、設備の能力がどの程度発揮できているかを表す指標で、両時間の差を生み出している「性能ロス」を削減することにより、所定時間の中で停止せず長時間安定稼動している状態を維持し、計画通りの生産活動を行っていることを表す重要な指標となります。「性能ロス」の代表的なロスには、「チョコ停ロス」「空転ロス」「速度低下ロス」があり、その発生原因として、設備不良・部品の欠陥・設備の劣化などがあげられます。この「性能ロスを」を削減するには、「チョコ停ロス」や「空転ロス」などの小さなロスも見逃さないよう、設備のこまめな点検、清掃、メンテナンスなど、日常の自主点検、自主保全に取り組むことが大切になります。
このことから、このKPIは、生産性を評価する指標であると共に安定稼動に向けて日頃の設備メンテナンスなど設備保全が適切に実施できているかの技術力の評価にも使います。
執筆者について
経歴 ※このプロフィールは掲載記事執筆時点での内容となります



コメント
/
/
/
コメント